

氷上[ひかみ]回廊と呼ばれる低地帯が南北に伸び本州で一番標高の低い中央分水界が通る兵庫県丹波市。日本海と瀬戸内海からの風が出会う地形、昼夜の寒暖差が深い丹波霧を生み、土地の実りに潤いと成熟をもたらす。最上流の美しい水が伏流する里山に、伝統の酒造りに生きる人々を訪ねた。

丹波市北東部、由良川の支流竹田川流域に位置する市島町。米作りに最適といわれる土壌を活かし、「山田錦」「五百万石」など地元で作られた酒米が有機農法、自然農法によって栽培されている。冬は一面の雪景色となる。


山名酒造では気温が下がり始める秋から厳寒の冬を通して寒造りが行われる。青々とした杉玉は、師走の風物詩として新酒の蔵出しを告げる。


昔ながらの甑和釜(こしきわがま)で米を蒸す「蒸米」の工程。冬の冷たい空気の中、巨大な甑から勢いよく湯気が上がる。

伝統的な「三段仕込み」で行われる醪造り。優しく櫂を入れ、米の溶け具合を確かめながら発酵を管理する。

酵母が糖分を食べアルコール発酵することにより醪の表面にフツフツと泡が立つ。かすかな発酵音に微生物の命が宿る。

米を磨くことから始まる酒造り。表面のたんぱく質や脂質を精米によって削り、清らかな味に近づける。

かつてこの地で培養された「ひかみもやし」と呼ばれる種麹。地元由来へのこだわりは微生物にも。

妙高山頂からの伏流水を仕込み水に使用。微アルカリ性の軟水が柔和な口当たりを生む。

槽(ふね)と呼ばれる年代物の搾り機を使い、職人の手をかけ、時間をかけてゆっくりと醪を搾り清酒と酒粕に分離する。
日本酒は米、米麹、水を原料に、日本固有の醸造法によって造られる。その起源には諸説があり、米を咀嚼することによって醸される「口噛酒[くちかみのさけ]」であったとも伝わる。律令制時代(7〜10世紀頃)には、宮中に「造酒司[みきのつかさ]」という役所が置かれ、朝廷で使われる酒や酢の醸造を司っていたという。今日の日本酒の原型となる麹菌[こうじきん](コウジカビ)を使う製法が登場するのは奈良時代の初めで、現在に近い酒造方法が確立するのは江戸時代中期。酒造りに最も適した冬季に集中して醸造する寒造りが定着し、農閑期・漁閑期に造り酒屋に出稼ぎに来る技能集団として、杜氏[とうじ]や蔵人[くらびと]が誕生した。
日本酒の醸造には、大きく麹菌と酵母という二つの微生物のはたらきが関わっている。原料の米はアルコール発酵に必要な糖分を含まないため、まず米のデンプンを糖化させなければならない。麹菌はその大切な役割を担う。酵母は、分解されたブドウ糖をアルコールに変えていく。デンプンを糖に変える発酵、糖をアルコールに変える発酵が同時進行で起こる「並行複発酵」。日本酒の奥深い味わいは、この高度な発酵形態によって醸し出される。


丹波杜氏 青木卓夫さんを中心に、奥丹波の酒造りを伝承する蔵人の皆さん。

「千歳」では伝統的な発酵容器の木桶を使用。蔵内の多様な微生物の働きを促す。

「奥丹波 純米酒」(左)は、深い味わいと穏やかな香りの食中酒。
「千歳」(右)江戸時代の酒造りを丹波杜氏の技で復活させた。
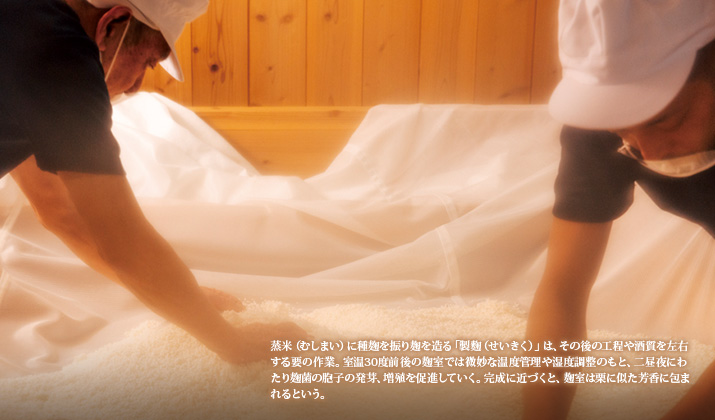
兵庫県中東部に広がる丹波地域※1は、日本三代杜氏の一つに数えられる丹波杜氏の郷として、古くから酒造りが営まれてきた。この地域で最古の造り酒屋といわれる山名酒造は、1716(享保元)年の創業以来、原料の酒米、仕込み水、種麹に至るまで土地の伝統を守り、地酒蔵の歴史を紡いでいる。地元では、代表銘柄「奥丹波[おくたんば]」の蔵元として名高い。「麹はお酒の味や香りを決める要。造りたい酒質[しゅしつ]によって麹菌の育て方を考えていきます」。そう話すのは、12代目当主の山名洋一朗さん。一麹、二 [もと]、三造りと語り継がれるように、麹の出来は酒質を左右する舵取りのような役目を持つ。製
[もと]、三造りと語り継がれるように、麹の出来は酒質を左右する舵取りのような役目を持つ。製 の工程では「奥丹波」の仕込みに使われる「明利[めいり]小川酵母」との相性を考え、繊細な温度管理のもと、麹菌の量や菌糸の入り具合を見極めるそうだ。麹室での昼夜を通した作業の後、でき上がった米麹は[もと]や醪[もろみ]造りに仕込まれ、地元で愛飲される“ふるさとの酒”が生まれる。
の工程では「奥丹波」の仕込みに使われる「明利[めいり]小川酵母」との相性を考え、繊細な温度管理のもと、麹菌の量や菌糸の入り具合を見極めるそうだ。麹室での昼夜を通した作業の後、でき上がった米麹は[もと]や醪[もろみ]造りに仕込まれ、地元で愛飲される“ふるさとの酒”が生まれる。
山名酒造では、300年続く蔵の中に棲みついた微生物の力を活かした酒造りにも挑む。江戸時代に隆盛を極めた「生[きもと]」の技法。現在主流の「速醸※2[そくじょうもと]」に対し、仕込みの際に乳酸を使用せず、蔵内の乳酸菌を活用する醸造法をいう。「生の技法を開発したのは丹波の人たち。丹波杜氏の文化が根付く蔵ならではの酒造りを真摯にやっていきたい」。江戸時代の終わりまで造られた「千歳[せんさい]」の酒銘とともに復活させた醸し技には、蔵の伝統と誇りが息づいている。
- ※1. 丹波市および丹波篠山市からなる地域。
- ※2. 人工的に造られた乳酸を直接添加し、効率的に酒母(
 )を育成する方法。
)を育成する方法。

![]()















